管道自动焊机与氩弧焊打底 现代管道焊接的高效解决方案

在现代化工业建设,特别是石油、天然气、化工及电力等领域的管道安装中,焊接质量直接关系到管道的安全性、密封性和使用寿命。传统手工焊接不仅效率低下,且对焊工技能依赖度高,质量一致性难以保证。随着技术进步,管道自动焊机与氩弧焊打底工艺的结合,已成为提升管道焊接质量和效率的关键技术路径。
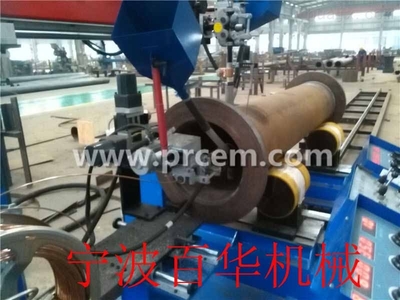
管道自动焊机的技术优势
管道自动焊机是一种专为管道环缝焊接设计的自动化设备。它通常由焊接电源、控制系统、行走机构和焊枪夹持装置等组成,能够围绕固定管道进行360度旋转焊接。其核心优势在于:
- 高精度与一致性:通过数字化编程控制焊接参数(如电流、电压、焊接速度、摆动幅度),确保每一道焊口都遵循预设的最优工艺,极大减少了人为因素导致的缺陷,如咬边、未焊透、气孔等。
- 卓越的焊接效率:相比手工焊,自动焊机可连续作业,焊接速度稳定,尤其在大口径、厚壁管道的多层多道焊接中,能显著缩短工期,降低劳动强度。
- 优异的适应性:现代管道自动焊机通常具备良好的坡口适应能力,能够应对多种管道材质(如碳钢、不锈钢、合金钢)和不同的焊接位置(如5G全位置焊)。
氩弧焊打底的核心作用
在管道焊接中,“打底焊”是根部第一道焊缝,其质量是整个焊口的根基。氩弧焊(TIG焊)因其电弧稳定、热量集中、保护效果好,成为打底焊的首选工艺,尤其适用于对内部成型和清洁度要求高的场合。
氩弧焊打底的主要特点包括:
- 高质量根部成型:惰性气体氩气的保护能有效防止熔池氧化,焊缝金属纯净,背面成型美观、均匀,无需或仅需极少清根处理。
- 出色的熔透控制:焊工或设备可以精确控制熔深,确保根部完全焊透,避免未焊透或烧穿,这对于承压管道至关重要。
- 无飞溅、少渣:焊接过程几乎不产生飞溅,焊后无焊渣或极少焊渣,减少了清洁工作,并为后续填充盖面层提供了良好的基础。
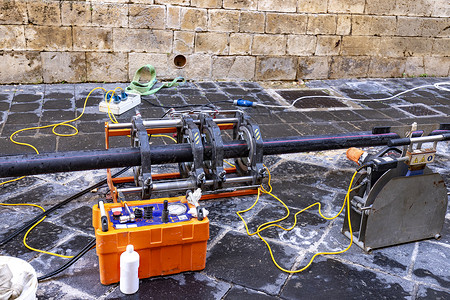
强强联合:自动焊机与氩弧焊打底的集成应用
将氩弧焊打底与管道自动焊机相结合,构成了一个高效、可靠的焊接系统。其典型工作流程如下:
- 坡口准备与组对:对管道端部进行精确加工,确保坡口尺寸和组对间隙符合要求,这是自动化焊接成功的前提。
- 氩弧焊自动打底:利用自动焊机的TIG焊接模块,进行根部打底焊。设备可精确控制送丝(如需填丝)、电弧行走和气体保护,实现高质量、全位置的单面焊双面成型。
- 自动填充与盖面:打底完成后,自动焊机可切换至更高效的焊接方法(如MAG/MIG焊、埋弧焊)进行后续的填充层和盖面层焊接,充分发挥自动化的速度优势。
- 过程监控与质量保障:整个焊接过程由控制系统实时监控并记录参数,为质量追溯提供了完整数据链,符合现代工业的标准化与可追溯性要求。
应用领域与前景
这种组合工艺广泛应用于:
- 长输油气管道:在野外或施工营地,自动焊机配合氩弧焊打底,能实现高质量、高速度的“流水线”式焊接作业。
- 工艺管道与电站锅炉管道:对内部洁净度和承压能力要求极高的场合,氩弧焊打底的优越性无可替代。
- 海洋平台及模块化建造:在空间受限、环境复杂的场所,自动焊的稳定性和可编程性优势明显。
随着智能传感技术、机器视觉和物联网的发展,未来的管道自动焊机将更加智能化,能够实时识别坡口、自动纠偏、自适应调整参数,并与氩弧焊打底工艺更深度的融合,进一步推动管道焊接向无人化、智能化方向发展,为全球能源与基础设施建设提供更坚实的技术支撑。